
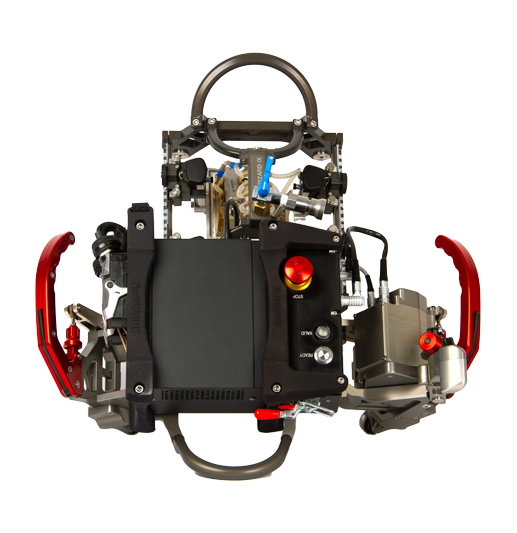
Le système d’inspection de soudures circonférentielles PipeWIZARD iX est conçu pour fonctionner dans des environnements aux conditions rigoureuses et extrêmes, allant des régions subarctiques glaciales aux déserts torrides. Ce système, qui est capable de détecter différents types de défauts, notamment le manque de fusion, le manque de pénétration, la porosité, l’excès de pénétration, les caniveaux, les défauts d’alignement, les fissures, les reprises et les inclusions, s’adapte à toutes les configurations de soudures circonférentielles :
Tous les profils de soudure : chanfrein en J, chanfrein en V, V double, X, etc.
Épaisseurs courantes de parois de tuyaux allant de 6 mm (0,25 po) à plus de 35 mm (1,4 po) ; des options sont disponibles pour les tuyaux plus épais
Diamètres de tuyaux allant de 168 à 1524 mm (6,625 à 60 po)
Matériaux de tuyaux allant de l’acier au carbone standard aux compositions complexes telles que l’Inconel, et tuyaux revêtus
Lorsqu’il s’agit d’inspecter des soudures circonférentielles sur des pipelines, l’inspection automatisée par ultrasons (AUT) constitue la méthode privilégiée en remplacement de la méthode de radiographie traditionnelle.
Voici quelques avantages manifestes de l’inspection AUT par rapport à la radiographie :
Grâce au système PipeWIZARD iX, vous pouvez tirer parti à la fois de la technologie à ultrasons multiéléments de pointe polyvalente et de la technologie à ultrasons conventionnels :
Assurez-vous que les soudures circonférentielles sont conformes aux normes et aux réglementations internationales qui régissent l’industrie des pipelines terrestres et en mer. Le système PipeWIZARD iX vous permet d’effectuer des inspections automatisées par ultrasons qui satisfont aux normes suivantes :
Lorsque les spécifications de votre entreprise le requièrent, vous pouvez augmenter la précision de votre dimensionnement de défauts et atteindre un niveau de résolution qui dépasse ce qu’exigent les normes.

Copyright EVIDENT, All rights reserved.
Modalités d'utilisation | Déclaration de confidentialité | Fichiers de témoins | | À notre sujet | Carrières | Carrières | Plan du site
Copyright EVIDENT, All rights reserved.
Modalités d'utilisation | Déclaration de confidentialité | Fichiers de témoins | | À notre sujet | Imprint | Carrières | Carrières | Plan du site