 ApplicationMesurer dans tous les types de pneus en caoutchouc la profondeur des renforts textiles ou métalliques, ou de la ceinture et, dans bien des cas, l’épaisseur de paroi totale également. ContexteÀ des fins de contrôle de la qualité, les fabricants de pneus en caoutchouc doivent connaître la position des renforts textiles et métalliques intégrés dans les parois des pneus d’automobiles, de camions et de véhicules hors route. Cette information est particulièrement importante dans le cas de grands pneus onéreux utilisés sur les camions lourds et l’équipement de construction où un mauvais positionnement des renforts peut provoquer de coûteuses défaillances. Dans certains cas, les fabricants doivent aussi mesurer l’épaisseur totale de la paroi. Comme le caoutchouc est un matériau à forte atténuation des ondes sonores haute fréquence, et que la structure interne de la plupart des pneus génère des échos complexes, ces mesures exigent des considérations particulières. Équipement
Il existe deux approches communes pour la mesure des pneus en caoutchouc, selon l’épaisseur à mesurer. Olympus recommande les appareils suivants pour des applications précises :
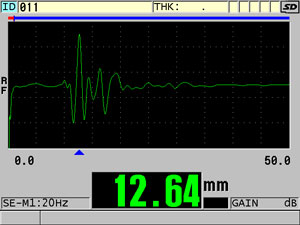
Procédure d’utilisationL’atténuation acoustique et la structure interne varient grandement entre les différents types de pneus. Il est donc important d’évaluer chaque application individuellement. La mesure du caoutchouc nécessite toujours l’utilisation de sondes basse fréquence d’une fréquence maximale de 2,25 MHz. Dans certains cas, il peut être avantageux d’utiliser une sonde munie d’une surface d’usure en époxy pour améliorer le couplage acoustique entre la sonde et le caoutchouc. Les sondes que nous recommandons le plus souvent pour le contrôle des pneus sont les sondes M1036 (2,25 MHz, diamètre de 12,5 mm, haute pénétration) et V601-RB (500 kHz, diamètre de 25 mm). Pour le contrôle de pneus très épais (épaisseur de caoutchouc supérieure à 100 mm), on a utilisé des paires de sondes V601-RB avec succès et un appareil de recherche de défauts en mode à émission-réception séparées. La séparation des fonctions d’émission et de réception permet d’utiliser un gain de réception très élevé sans rencontrer les problèmes de bruit potentiels associés à l’amplification de la récupération de l’impulsion d’excitation. Un couplant en gel est normalement recommandé pour toutes les applications de pneus en caoutchouc. Pour assurer une bonne humidification, il faut faire pénétrer le couplant dans la surface. Comme avec toute mesure d’épaisseur par ultrasons, il est nécessaire d’étalonner la vitesse de propagation de l’onde ultrasonore dans le caoutchouc en question à l’aide d’un échantillon d’une épaisseur connue. La vitesse de propagation dans le caoutchouc change rapidement selon la température. Pour obtenir la meilleure précision possible, il faut donc mesurer la vitesse à une température correspondant de près aux conditions de mesure réelles. La mesure ultrasonore réussie de l’épaisseur totale du pneu, et non de celle des renforts, dépend de la structure des renforts. Dans certains types de pneus contenant plusieurs couches de renforts, ou dans lesquels les renforts sont très rapprochés, la quantité d’énergie sonore qui atteint la paroi intérieure ne sera pas suffisante pour mesurer l’épaisseur totale du pneu. Dans d’autres types de pneus où la séparation entre les renforts est plus importante, une certaine quantité d’énergie sonore arrivera à se rendre jusqu’à la paroi intérieure et il sera alors possible de mesurer l’épaisseur totale. Ce facteur devra être évalué au cas par cas. Dans le cas où un écho provenant de la paroi intérieure est visible, il est possible de prendre la mesure en basculant vers une deuxième configuration stockée dans l’appareil. La figure 1 montre l’écho provenant du renfort métallique d’un pneu d’automobile dont la bande de roulement est d’une épaisseur approximative de 12,5 mm, mesuré à partir de la bande de roulement extérieure. Ici, on a utilisé un mesureur d’épaisseur 38DL PLUS et une sonde M1036 (2,25 MHz). Dans ce cas, l’écho est mesuré au premier lobe positif.
Figure 1
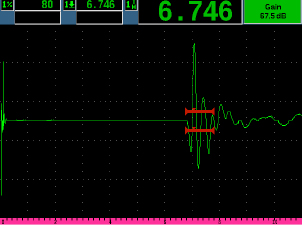
Figure 2 |
Solutions industrielles
Documentation
Notes d’application
Retour aux ressources





Mesure de l’épaisseur des pneus en caoutchouc
Produits utilisés pour cette application
Portable et facile à utiliser, le mesureur d’épaisseur à ultrasons 72DL PLUS™ peut fournir très rapidement des mesures d’épaisseur précises. Compatible avec les sondes monoéléments d’une fréquence allant jusqu’à 125 MHz, cet appareil novateur est parfaitement adapté à la mesure de l’épaisseur des matériaux ultrafins, notamment les peintures multicouches, les revêtements et le plastique. Le logiciel de mesure multicouche peut afficher simultanément l’épaisseur de six couches distinctes.
L’appareil portable de recherche de défauts par ultrasons EPOCH 6LT est optimisé pour le fonctionnement à une seule main et offre une excellente performance pour les applications nécessitant un accès par cordes requérant une très grande portabilité. Ergonomique et léger, l’appareil est parfaitement adapté à la main de l’utilisateur et peut être attaché à la jambe pour faciliter les inspections
nécessitant un accès par cordes.
L’EPOCH 650 est un appareil de recherche de défauts par ultrasons conventionnels très performant adapté à un grand nombre d’applications. Cet appareil intuitif et robuste remplace le populaire appareil de recherche de défauts EPOCH 600. Il est aussi doté de fonctionnalités supplémentaires.
Le 45MG est un mesureur d’épaisseur à ultrasons de pointe équipé de série de multiples fonctions de mesure et d’options logicielles. Cet outil de mesure d’épaisseur unique est compatible avec notre gamme complète de sondes de mesure d’épaisseur monoéléments et à émission-réception séparées.
Polyvalent, le mesureur d’épaisseur 38DL PLUS peut être combiné à des sondes à émission-réception séparées pour la mesure de l’épaisseur de tuyaux corrodés, ou à une sonde monoélément pour la mesure très précise de l’épaisseur de matériaux minces ou multicouches.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.