Notare che la disponibilità del prodotti varia in funzione dell'area geografica. Contattare il proprio rappresentante Olympus per maggiori informazioni.
Panoramica
Sistema di ispezione saldatura perimetrale
Il PipeWIZARD è un sistema automatizzato di controllo delle saldature circonferenziali ad ultrasuoni phased array (AUT). È espressamente progettato per l'ispezione saldatura-saldatura in campo, in ambienti estremi, in mare o su terra.
Le tubazioni svolgono una funzione strategica nell'economia globale, trasportando considerevoli quantità di gas, petrolio, acqua e altri prodotti chimici. Le tubazioni vengono saldate circonferenzialmente in genere usando i sistemi di saldatura automatizzati. Nel processo di costruzione delle tubazioni le saldature rappresentano il punto vulnerabile, in quanto è in questa parte che si manifestano i difetti. Le saldature vengono controllate in modo non distruttivo, rivestite e interrate o adagiate sul fondale marino. A causa del complesso ciclo di costruzione è importante che i difetti di saldature siano rilevati e analizzati molto velocemente.
Controllo a ultrasuoni automatizzato (AUT)
Negli ultimi anni i controlli a ultrasuoni automatizzati (AUT) hanno rappresentato il metodo di ispezione delle saldature di tubazioni preferenziale a livello globale, superando il tradizionale metodo radiografico. La radiografia ha dei limiti significativi: scarsa capacità di rilevamento di difetti planari, nessuna capacità di misura verticale, rischi per la salute e problemi ambientali.
I vantaggi dei controlli a ultrasuoni automatizzati:
- Nessun rischio per le radiazioni, nessun prodotto chimico utilizzato e nessuna autorizzazione necessaria
- Durata molto breve del ciclo di ispezione per un'elevata produttività
- Migliore rilevamento e maggiore precisione di misura, assicurando un minore tasso di non idoneità
- Uso dei criteri di accettazione dell'Engineering Critical Assessment (ECA) con la misura in verticale dell'altezza e della profondità delle indicazioni, riducendo il tasso di non idoneità
- Analisi in tempo reale attraverso un'efficiente visualizzazione
- Acquisizione su supporto elettronico dei dati e dei report d'ispezione
- Migliore controllo del processo di saldatura, assicurando anche un minore tasso di non idoneità
La tecnologia Phased Array
I primi sistemi AUT usavano dei sistemi multi-sonda con sonde a ultrasuoni convenzionali. Da un decennio sono disponibili i sistemi phased array. Il phased array utilizza la formazione dei fasci elettronica per generare e ricevere gli ultrasuoni. Ogni elemento nell'array è in grado singolarmente di trasmettere e attuare il ritardo per creare una molteplicità di angoli dei fasci e distanze focali.
Il phased array offre dei vantaggi rilevanti rispetto ai sistemi convenzionali dei sistemi multi-sonda:
- In genere due sonde phased array permettono di sostituire più di 24 trasduttori convenzionali
- Le configurazioni phased array sono eseguite attraversamento il caricamento di un file, non regolando ogni singola posizione del trasduttore
- I fasci phased array sono ottimizzati (angolo, focalizzazione, percorso UT e ampiezza del fascio) configurando i parametri pertinenti nel software, migliorando la precisione di misura
- Il sistema phased array ha circa l'80% in meno di componenti mobili rispetto agli equivalenti sistemi convenzionali multi-sonda, assicurando una costante affidabilità di ispezione con il susseguirsi delle scansioni
- Uno scanner phased array è significativamente più compatto e leggero rispetto allo scanner multi-sonda convenzionale. Quindi è più facile da manipolare e richiede un'inferiore rimozione del rivestimento su ogni lato della saldatura.
- I sistemi phased array sono usati per ispezionare praticamente qualunque tipo di saldatura, mentre i sistemi multi-sonda convenzionali sono limitati dallo spessore della parete e il diametro della tubazione.
- La scansione elettronica phased array permette delle ispezioni di saldature personalizzate, includendo TOFD multi-angolo, imaging avanzata e ispezioni di dettaglio
| Phased array:
Copertura completa con due sonde
Il phased array permette una copertura completa della saldatura con una sonda su entrambi i lati della saldatura. | Ultrasuoni convenzionali:
Copertura completa con > 24 sonde
|

Conformità alle norme
Nel 1998, la ASTM ha pubblicato la norma E-1961-98 (riapprovata nel 2003), la quale tratta gli aspetti principale dell'AUT di saldature circonferenziali: differenziazione zonale, rapida interpretazione dei dati, blocchi di taratura specializzati e procedure di configurazione. La norma E-1961 è sviluppata per la tecnologia ECA. In modo simile, nel 1999, l'American Petroleum Institute (API) ha pubblicato la 19° edizione della norma 1104, il quale tratta i controlli a ultrasuoni meccanizzati e la radiografia delle saldature circonferenziali.
Il PipeWIZARD permette di eseguire le ispezioni in conformità alla norma ASTM E-1961, e analogamente, con la norma API 1104. Inoltre permette la conformità alla norma AUT per l'offshore, la DNV-OS-F101.
Le specifiche tecniche delle aziende potrebbero risultare più restrittive rispetto ai contenuti delle norme, in genere richiedendo misure e risoluzione migliori.
Esperienza PipeWIZARD
Il sistema PipeWIZARD è progettato specificatamente per operare in ambienti estremi, dalla fredda regione siberiana ai caldi deserti mediorientali, in condizioni umide, secche o di salinità. Inoltre sono stati eseguiti dei numerosi test per assicurare una resistenza del PipeWIZARD alle vibrazioni, agli urti e alle interferenze elettromagnetiche.
Il PipeWIZARD si adatta a tutti i tipi di saldature circonferenziali:
- Tutti i tipi di profili delle saldature: CRC-Evans, smusso a J, smusso a V, doppia V, X, ecc.
- Tipico spessore delle pareti delle tubazioni: Da 6 mm a più di 35 mm
Sono disponibili delle opzioni per tubazioni di maggiore spessore - Tipico diametro della tubazione: Da 150 mm (6 in.) a più di 1420 mm (56 in.)
Sono disponibili delle opzioni per diametri minori - Materiale della tubazione: Dallo standard acciaio al carbonio a più complesse tipologie come Inconel, tubazioni rivestite, tubazioni senza saldatura longitudinale con variazione dello spessore della parete, ecc.
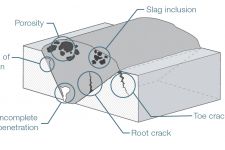
I tipici difetti rilevati sono i seguenti: fusione incompleta, penetrazione incompleta, porosità, eccesso di penetrazione, incisione marginale, disallineamento, cricca, giunto freddo, inclusione, ecc.
La durata del ciclo di ispezione è compresa tra 2 e 6 minuti in funzione del tipo di saldatura, diametro della tubazione, posizione e ambiente.
Sintesi di impiego del PipeWIZARD
- I sistemi phased array PipeWIZARD sono usati per i più grandi progetti di costruzione di tubazioni onshore e offshore a livello globale.
- Attraverso i sistemi PipeWIZARD sono già stati ispezionati più di un milione di saldature.
- Le principali compagnie oil & gas hanno già stabilito l'idoneità dei sistemi PipeWIZARD per i progetti di costruzione delle tubazioni:
- Exxon Mobil
- Shell
- TOTAL
- BP
- Chevron
- Eni
- Petrobras
- Gazprom
- Centinaia di operatori nel mondo sono già stati formati per i sistemi PipeWIZARD.
 Tecnica di ispezione di differenziazione zonale
Tecnica di ispezione di differenziazione zonale
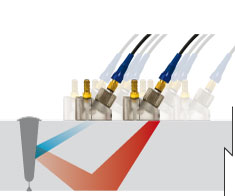
La principale tecnica usata con il sistema PipeWIZARD è la tecnica di ispezione di differenziazione zonale dove ogni singola zona della saldatura viene ispezionata con uno specifico fascio a ultrasuoni.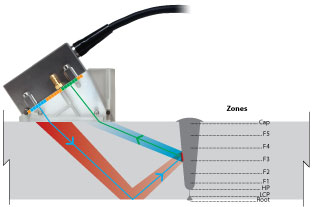 L'altezza delle zone è approssimativamente equivalente a un passaggio della saldatura.
L'altezza delle zone è approssimativamente equivalente a un passaggio della saldatura.
Due sonde phased array, una su ogni lato della saldatura, assicurano la copertura completa dell'area di smusso e del volume della saldatura. In funzione della zona ispezionata vengono usate le configurazioni impulso-eco e trasmissione-ricezione (pitch-catch) Questi canali phased array sono visualizzati in una modalità di rappresentazione temporale.
Una tecnica addizionale viene usata per migliorare il rilevamento e la misura di indicazioni non orientate in modo ottimale: la tecnica di diffrazione del tempo di volo (TOFD - time-of-flight diffraction). Viene usata anche per confermare le indicazioni rilevate nei canali della rappresentazione temporale. I dati TOFD possono essere prodotti attraverso le sonde phased array o da trasduttori convenzionali dedicati.
Un opzionale modulo trasversale con 4 trasduttori convenzionali dedicati può essere usato per rilevare indicazioni trasversali nella saldatura.
 Sono visualizzati dei canali specifici per monitorare l'accoppiamento di ogni sonda phased array durante la scansione della saldatura e del blocco di taratura.
Sono visualizzati dei canali specifici per monitorare l'accoppiamento di ogni sonda phased array durante la scansione della saldatura e del blocco di taratura.
Ogni tipo di saldatura richiede un blocco di taratura specifico con lo stesso diametro, spessore e materiale delle tubazioni da ispezionare. Vengono creati dei riflettori specifici che rappresentano i tipici difetti che possono comparire durante il processo di saldatura. Tutti i fasci sono tarati in base alla procedura di ispezione.
Avanzato software di facile uso
Il software PipeWIZARD V4 nel collaudato e affidabile software di acquisizione dei dati e analisi TomoView. Integra la funzionalità di semplice creazione automatica delle configurazioni, dei numerosi strumenti di analisi dei dati (inclusa la vista 2D), la funzionalità di creazione semplificata di report e le funzionalità avanzate di ispezione delle saldature. Il software PipeWIZARD V4 è stato progettato per risultare semplice, flessibile e modulabile per la maggior parte delle più complesse configurazioni di ispezione. L'interfaccia utente è stata ottimizzata per un rapido apprendimento e un'efficiente operatività sul campo. Per gli operatori esperti non è necessaria una formazione addizionale.
Il software PipeWIZARD V4 è basato sulla piattaforma Tomoview, la quale è costantemente aggiornata con miglioramenti. Questo significa inoltre che gli upgrade possono essere facilmente integrati anche sul campo.
Creazione automatica delle configurazioni
Un operatore può creare una configurazione offline, indipendentemente dall'apparecchiatura. In alcuni minuti il file di configurazione può essere salvato e inviato ovunque per email. In seguito l'operatore presente sul luogo di ispezione deve solamente tarare il sistema.
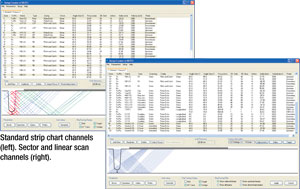
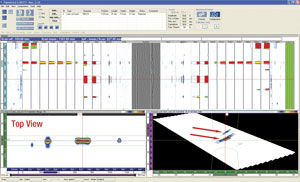
Oltre ai normali canali della rappresentazione temporale e alle viste B-scan a singola legge focale (TOFD, mappatura volumetrica e della radice), le configurazioni possono adesso integrare i canali a scansione lineare e settoriale. Questa nuova funzionalità ha il potenziale di migliorare il rilevamento e la misura dei difetti in modo più restrittivo rispetto ai requisiti delle norme relative alla differenziazione zonale.
 Taratura e ispezione
Taratura e ispezione
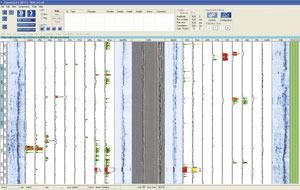
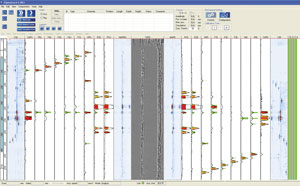
I dati acquisiti sono visualizzati in tempo reale durante la sequenza di ispezione. I nomi dei file di dati vengono incrementati automaticamente.
L'unità di acquisizione TomoScan FOCUS LT usata nel PipeWIZARD V4 migliora la produttività dei dati in confronto alle precedenti unità di acquisizione (4 MB/s rispetto a 0,7 MB/s). Questo permette un'acquisizione completa dei dati dell'A-scan compresso. Inoltre è possibile operare simultaneamente con multiple configurazioni, mentre si effettua una scansione fino a 100 mm/s.
 Analisi veloci e precise
Analisi veloci e precise
Il software PipeWIZARD fornisce un numero di canali praticamente illimitato in 10 diversi layout. Questo software permette un'interpretazione automatica dei dati visualizzando la posizione dei difetti sul profilo dello smusso e la posizione circonferenziale.
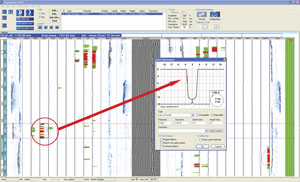
Sono disponibili numerosi strumenti di analisi per facilitare la misura e il posizionamento delle indicazioni:
- Gate combinato per la rappresentazione temporale
- Elementi grafici della saldatura per la scansione settoriale e la scansione lineare (vedi di seguito)
- Funzione zoom
 Visualizzazione collegamento
Visualizzazione collegamento
- Viste personalizzate
- Misura automatica
- Misura cumulativa delle indicazioni
- Funzione di unione C-scan
- Palette di colori personalizzabile
Automatica creazione di report
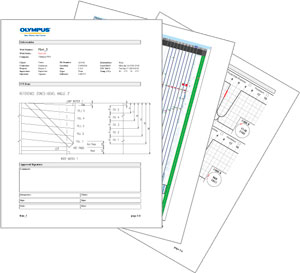
Il software PipeWIZARD permette l'automatica creazione di report. I report sono personalizzabili e possono includere: nome del progetto, ora-data di scansione, nome dell'operatore, viste delle scansioni complete, schema dello smusso con informazioni sulle zone ispezionate, tabella dei difetti con identificazione, lunghezza, altezza, posizione nella saldatura, stato della saldatura, note dell'operatore, ecc.
Facile archiviazione dei dati
Tutti i file di dati possono essere memorizzati su un disco rigido esterno o su un CD/DVD per una consultazione successiva. La funzione di backup automatica permette la duplicazione speculare dei dati per una maggiore sicurezza dei dati. I file di dati possono inoltre essere facilmente trasmessi mediante internet a altri soggetti.
PipeWIZARD VIEWER
PipeWIZARD VIEWER™ è un software gratuito per la visualizzazione dei dati ultrasonori e phased array. Questo software permette di caricare i file di dati generati dal software PipeWIZARD V4. Risulta molto utile per la consultazione delle scansioni da parte di altri soggetti o dei clienti finali. Il software PipeWIZARD VIEWER funziona con Microsoft Windows XP Pro con SP2, Microsoft Windows Vista e Microsoft Windows 7.
Applicazioni avanzate
Il sistema PipeWIZARD è versatile e permette l'ispezione di speciali configurazioni e applicazioni di saldature.
Tubazione rivestita: Il PipeWIZARD è idoneo per essere impiegato nell'ambito di progetti di tubazioni rivestite mediante specifiche tecniche di ispezione utilizzando onde longitudinali e le funzionalità avanzate del software.
Tubazione senza saldature longitudinali: Per il software PipeWIZARD è stata sviluppata e definita l'idoneità di una speciale tecnica di ispezione per le saldature in tubazioni a ampia variabilità di spessore.
Tubazione a elevato spessore: Il sistema PipeWIZARD può essere adattato per ispezionare le saldature di tubazioni a elevato spessore mediante diversi tipi di sonde e zoccoli, con minime modifiche meccaniche.
Applications
 | Complete Girth Weld Inspection SystemThe PipeWIZARD iX girth weld inspection system is built for demanding and extreme conditions, from cold subarctic regions to hot deserts. Detecting defects including lack of fusion, incomplete penetration, porosity, burn through, undercut, hi-low, crack, cold lap, inclusion, etc. the PipeWIZARD iX system adapts to all circumferential weld configurations: Any weld profile type, including J-bevel, V-bevel, double V, X, etc. Pipe wall thicknesses typically from 6 mm (0.25 in.) to more than 35 mm (1.4 in.); options are available for thicker pipes. Pipe diameters from 168 mm (6.625 in.) to 1524 mm (60 in.). Pipe materials from standard carbon-steel to more complex configurations, including Inconel, and cladded pipe. |
Automated Ultrasonic Testing (AUT)For pipeline girth weld inspection, automated ultrasonic testing (AUT) is the replacement of choice for traditional radiography. Some clear advantages of AUT over radiography:
|  |
Multitechnology Inspection CapabilitiesLeverage the versatile advanced phased array and conventional ultrasonic technology of the PipeWIZARD iX system:
|
Code Compliance for Girth Weld AUT InspectionsConfidently validate girth welds according to international standards and regulations governing both the offshore and onshore pipeline industry. The PipeWIZARD iX system enables you to perform AUT inspections that comply with the following codes:
When your company’s specifications demand it, you can increase the accuracy of your flaw sizing and achieve a level of resolution that exceeds these code requirements. |  |
Features
Key Features of the PipeWIZARD iX System
|
Specifications
PipeWIZARD iX System
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||